|
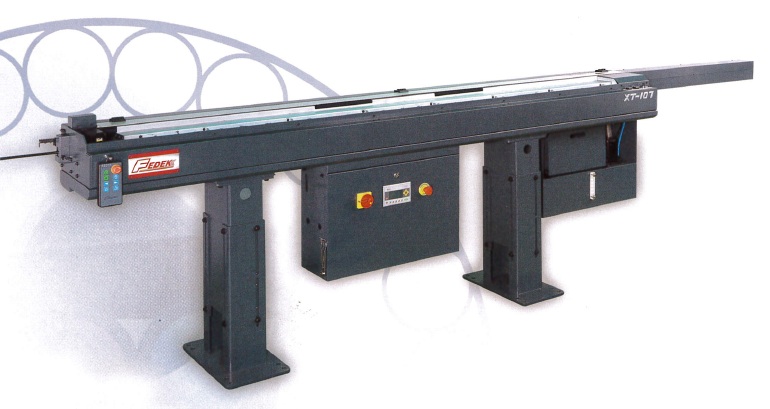
Барфидер Fedek XT-107
Автомат для подачи прутка с диаметром от 1мм до 7мм и длиной до 2500мм.
|

|
Барфидер Fedek XT-210
Автомат для подачи прутка с диаметром от 2мм до 12мм и длиной от 2500мм до 3750мм.
|

|
Барфидер Fedek XT-320
Автомат для подачи прутка с диаметром от 3мм до 20мм и длиной от 2500мм до 4000мм.
|
|
|
Барфидер Fedek XT-326
Автомат для подачи прутка с диаметром от 3мм до 26мм и длиной от 2500мм до 4000мм.
|
|
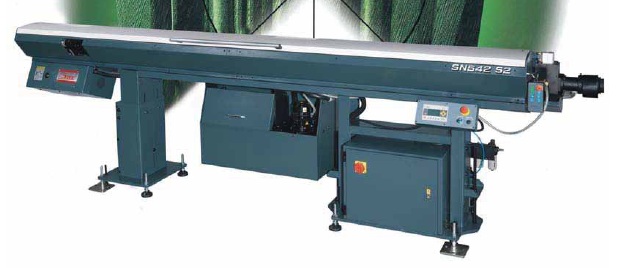
Барфидер Fedek SN-542
Автомат для подачи прутка с диаметром от 5мм до 42мм и длиной от 2500мм до 4400мм.
|
|
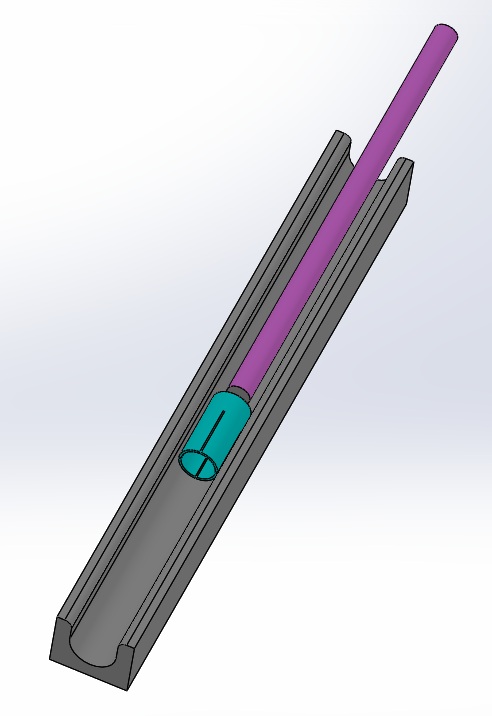
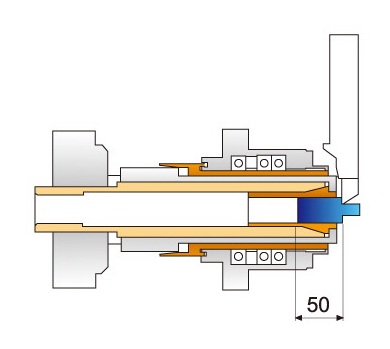
Опции для барфидера
Канал для прутка (серый) – каждый канал предназначен для нескольких прутков в некотором диапазоне диаметров.
Толкатель (розовый) - каждый толкатель предназначен для нескольких прутков в некотором диапазоне диаметров.
Цанга толкателя (зеленая) – каждая цанга предназначена для прутка определенного диаметра.
|
|
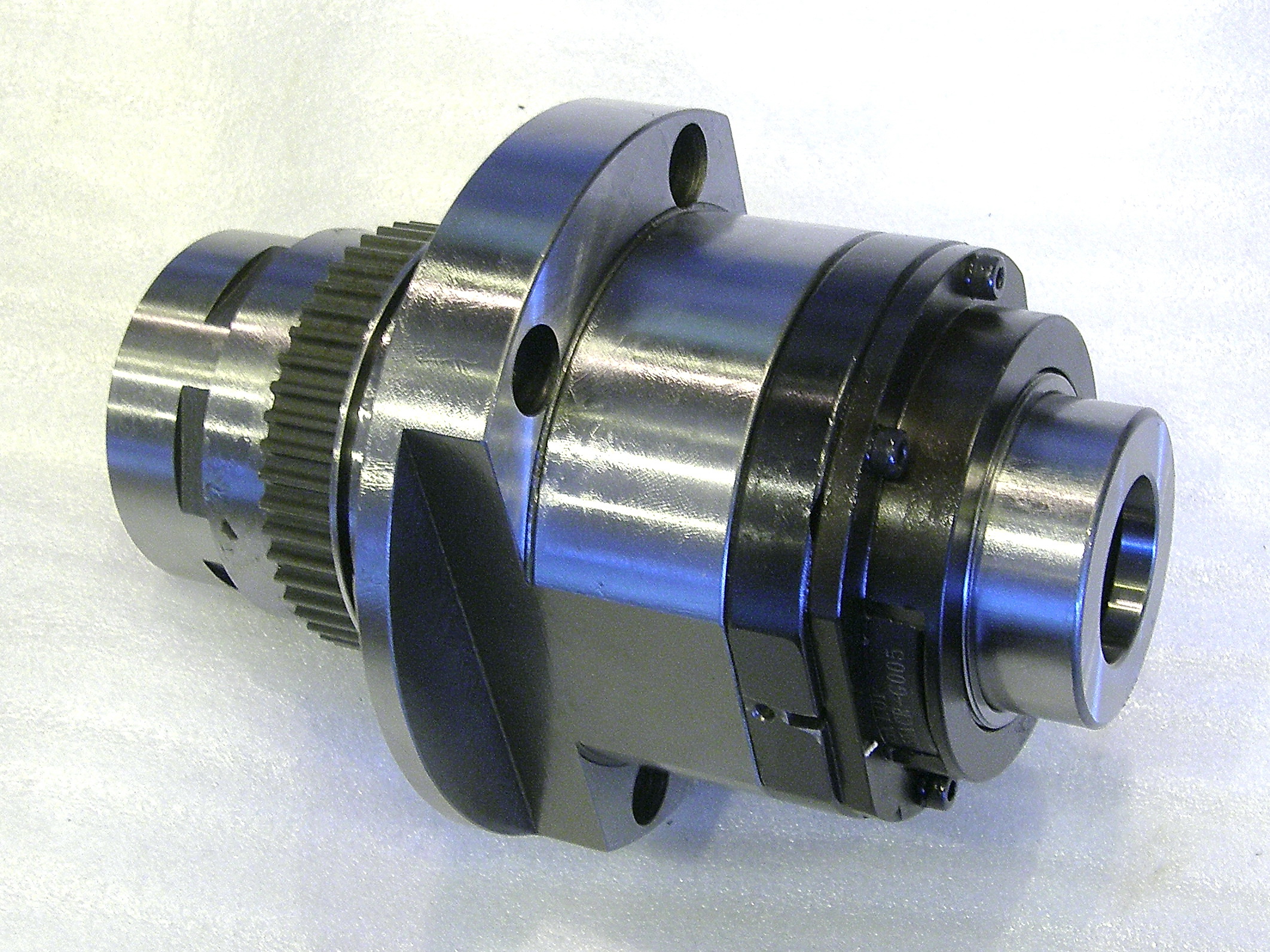
Вращающийся люнет
Во время обработки на АПТ заготовка все время находится внутри люнета. Данный люнет связан ременной передачей с главным шпинделем и вращается вместе с ним и вместе с заготовкой.
Вращающийся люнет – это первый выбор для широкого круга задач.
|
|
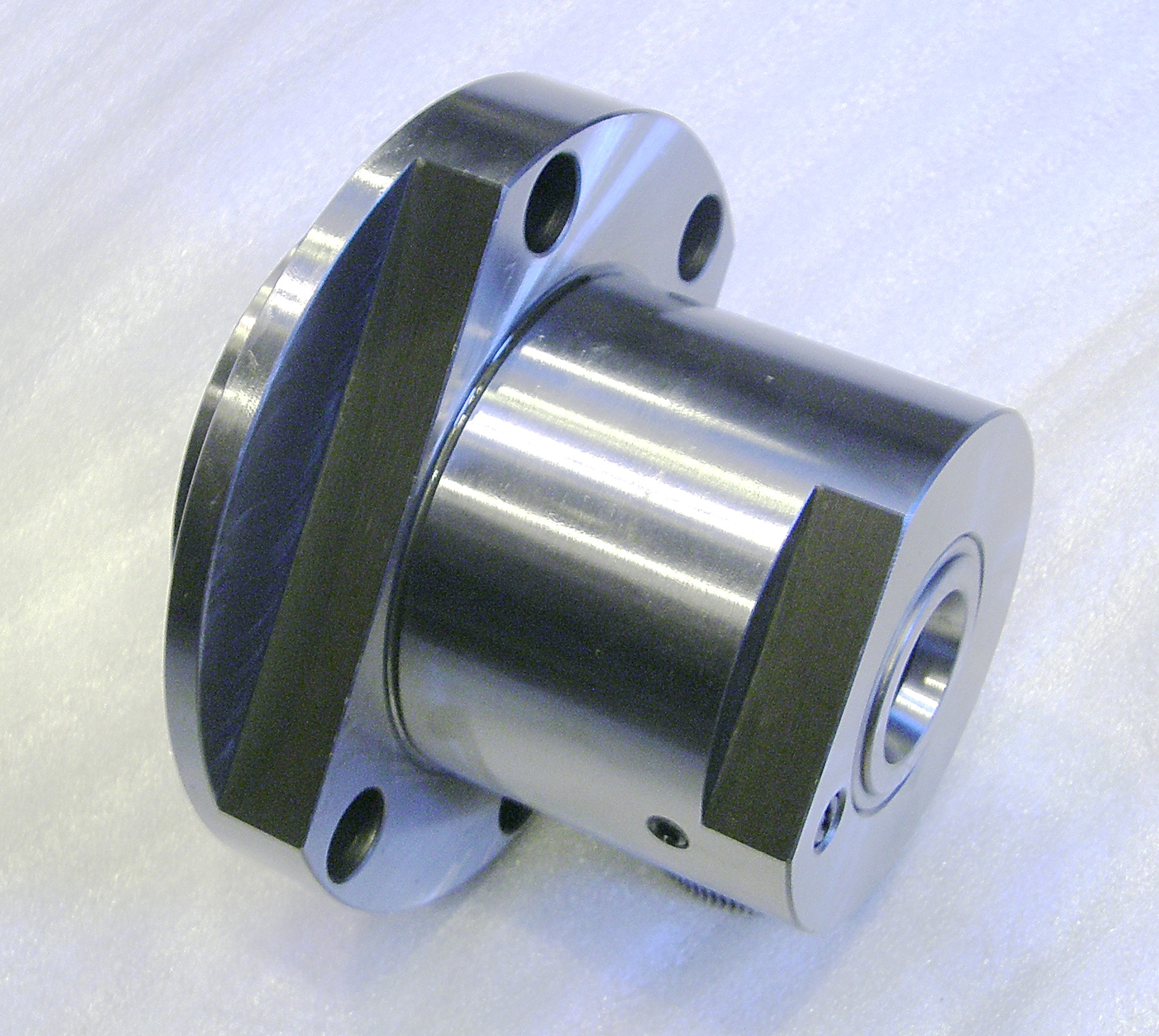
Неподвижный люнет
Данный люнет НЕ связан со шпинделем. Во время обработки детали он остается неподвижным.
Неподвижный люнет может быть использован при обработке твердых материалов (например: сталей) при повышенных требованиях к точности готовой детали.
|
|
Грубый люнет
Используется для обработки деталей с соотношением длины к диаметру менее 3. При этом, АПТ работает так же, как обычный токарный станок, т.е. без дополнительной поддержки заготовки.
|

|
Цанга шпинделя и противошпинделя
Служит для зажима заготовки. Может иметь круглую или шестигранную форму. Расчитана на определенный размер заготовки с точностью 0,1мм.
|

|
Люнетная втулка
Цанга, которая устанавливается в люнет и служит для поддержки заготовки во время обработки. Расчитана на определенный размер заготовки с точностью 0,1мм.
|
|
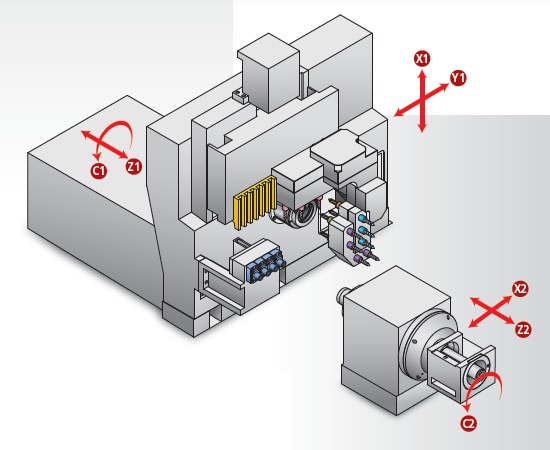
Полная ось С
На основной и противошпиндель может быть установлена система отсчета и управления, позволяющая поворачивать шпиндель с заготовкой на любой угол и производить с ней фрезерные и сверлильные операции.
|
|
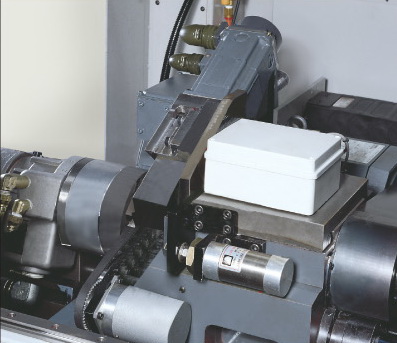
Дополнительные суппорты с неподвижными и приводными инструментами
Многие модели АПТ могут оснащаться дополнительными суппортами, которые расширяют технологические возможности оборудования.
|

|
Система ЧПУ по выбору
На АПТ могут быть установлены системы ЧПУ Fanuc и Mitsubishi различных серий.
|