На станках токарной группы обрабатывают детали типа Валов, Дисков и Втулок, осуществляя точение наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезание резьбы и обработки торцевых поверхнсотей. При наличии на станках фрезерной функции, могут обрабатываться плоские и сложные криволинейные поверхности с помощью фрез и выполняться нецентральные осевые и радиальные отверстия с помощью концевого инструмента.
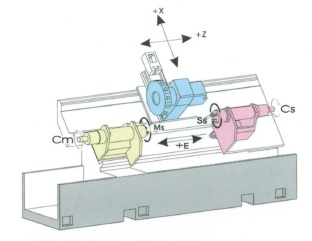
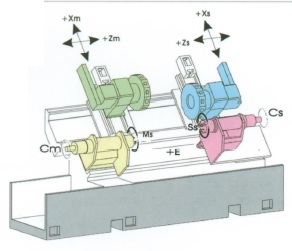
Токарные станки данного производителя всегда оснащены основным шпинделем и противошпинделем. В зависимости от модели на станке установлена 1 или 2 револьверные головки. Данное оборудование особенно хорошо подходит для использования в серийном производстве при обработке деталей типа Дисков и Втулок.